From process control to quality prediction: Artificial intelligence in clinkering process control




Cement production is a complex process from blending various natural and synthetic materials through a high temperature process to clinker and cement. The cement industry took off into a digitized future probably a decade ago. Today there are various tools to compile data from sources and detectors in the plant and transfer numeric data to automated procedures for analyses and identification of factors to improve energy management and maintaining quality of the final products. A new important tool will be automated isothermal calorimetry (polabCal) to assess clinker and cement reactivity online.
For the first time Schwenk Cement, tkIS and Calmetrix linked reactivity data from polabCal data to QC data from automated quality control (polab AMT) and process data. The results confirm, within the first hour of a calorimetric measurement it is possible to characterize clinker reactivity accurately. The clustering and correlation analyses identifies quality drivers and the interface of process data facilitates corrections during production. The integration of isothermal calorimetry and digitalization in process control opens new ways to maintain clinker and cement quality at desired targets.
1 Introduction
The cement industry faces complex challenges like greenhouse gas emissions reduction, to get access to limited natural resources and to manage a complex clinkering process with secondary raw materials and alternative fuels. This is overlain by the pressure to improve processes economically and ecologically simultaneously.
Automation and digitalization are ready to support cement manufacturers on this road. Artificial intelligence has become a focus area in any industry to improve economic and operational performance of plants based on actual and historic data and experience and knowledge. The complexity of signals and the huge amount of data exceeds human perception. Modern analytical tools for data analyses based on artificial intelligence (AI) are up to close the gap.
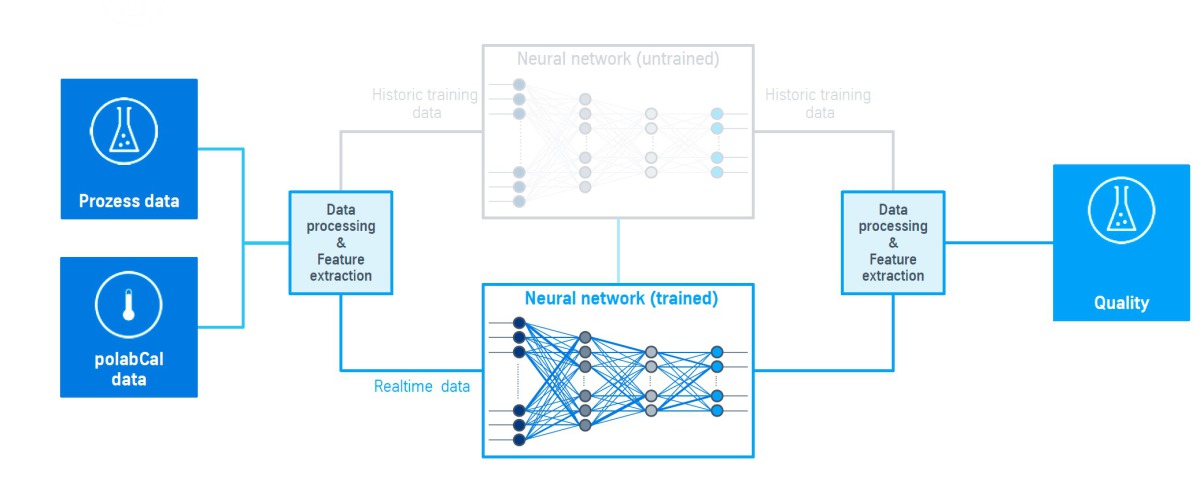
Neural networks and fast computing provide automated analyses of large data arrays in real time. Historical data is continuously updated with actual data to train and refine the models for future decisions. The direct link of those tools to process control is the first step to autonomous cement plant operation. When actual observations from the process indicate conditions not known to the model the software will call for human support.
Data for artificial intelligence is collected from a vast number of detectors/sensors located in the plant. Quality control data in the plants QC lab can be considered one of those (Figure 1). The operation of machines and processes and other plant internal processes like procurement, spare parts and maintenance can be adjusted to current and future demand and conditions in real time. This all follows the ultimate task of a digital optimization of economic and ecologic key parameters and the production of consistent quality with a sustainable process over time.
One target is a reduced clinker content of cements while keeping the performance of the cements at a given level to fulfill market requirements. This requires a better understanding of clinker and cement reactivity beyond chemistry and mineralogy and particle size. In the past reactivity has hardly been assessed due to the limitation of time consuming physical analyses. Reactivity of clinker and cement has been anticipated from chemical and mineralogical data and fineness data during production. Today the first actual available reactivity measurement is one-day compressive strength. This strength value is delayed from clinker and cement production in the order of > 48h (from daily composite sample). The intermediate storage of raw materials in the kiln feed silo and clinker in the clinker silo complicates tracking compressive strength and reactivity back to process conditions during clinker production.
A very recent development introduced isothermal calorimetry into lab automation systems. Automated isothermal calorimetry (polabCal) is able to serve with reactivity data on pace with process control data [1, 2]. Isothermal calorimetric data is well accepted to indicate early strength development of cements [3, 4]. The new approach to estimate compressive strength from isothermal calorimetry is fast – accurate and more focused to compressive strength development than any other indirect signal from a QC lab in cement plants (XRF, XRD). This does not reduce the importance of both XRF and XRD but polabCal closes the time-gap from process control to the physical lab.
In a pilot setup in the Karlstadt cement plant thyssenkrupp (BU cement, TCCT) and Calmetrix and Schwenk partnered for an industrial trial to understand the benefits of combining automated quality control (polab AMT), automated isothermal calorimetry (polabCal) and digitalization by merging all data in a single data array for data analyses using AI and neural networks (Figure 1). The target of this study was the identification of key drivers for clinker reactivity by exploiting a unique data set. The results facilitate optimization of cement reactivity during the ongoing clinker production process. Finally, AI software and their integration in cement plant automation contributes to complex tasks like prediction of clinker reactivity and process control.
2 Karlstadt plant
The Schwenk plant in Karlstadt produces cement since 1877 (lead picture). The plant operates a rotary kiln with a 4-stage cyclone preheater. Annual cement production capacity totals to 1 million t cement and special construction binders per year. The product portfolio includes 16 different cements ranging from CEM I to CEM III in various strength classes as well as 25 special binders for civil engineering. The Karlstadt plant runs an own port which is used to land raw materials such as granulated blast furnace slag by ship and to expedite cements on the waterway.
Since 2001, the plant undertook a lot of efforts to increase the proportion of secondary fuels in clinker production. The secondary fuel rate exceeds 90% (since 2014). This substitution rate is above the average fuel substitution rate of German cement plants. The main fuels are refuse derived fuel (RDF), scrap tires (entered at the kiln inlet), and mechanically dewatered sewage sludge. Animal meal and thermal dried sewage sludge are burned at the main burner. In 2004, a dedicated sewage sludge dryer with a drying capacity of approximately 100000 t/a was built at the plant site. A heat exchanger in the clinker cooler provides the necessary heat to operate the dryer in a cost efficient manner. The sewage sludge is dried to a moisture content of <10% and pneumatically transported to the kiln burner [5].
Relative to fossil fuels, secondary fuels are often characterized by increased ash content. Sewage sludge has a very high ash content, averaging 41% ash (based on dried sewage sludge) [6]. Compared to raw meal, fuel ashes contain less calcium. The lime saturation factor (LSF) of the raw meal is corrected to compensate for fuel ash in order to maintain the clinker LSF at an appropriate target.
In addition, it must be noted that the fuel ashes also cause a significant calcium deficiency on a microscale during clinkering. On this microscale, phase equilibria between melt phase and newly formed solid phases are considerably disturbed. As a result, the chemical composition of the melt and the chemical composition of aluminate and ferrite phases in clinker is modulated. Both effects modify set and hardening characteristics of corresponding clinkers and cements. By means of heat flow calorimetry, these changes can be detected and critical conditions can be avoided during production [7].
3 Data collection
3.1 Sample collection and quality data collection
The Karlstadt plant is equipped with a polab AMT system. The full scale lab automation system automatically collects all relevant materials from the plant and ships them by pneumatic transport to the laboratory. In the lab, samples are automatically prepared to pressed tablets for XRF and XRD analyses and ground powders for isothermal calorimetry. The lab automation software AQC collects all relevant chemical and mineralogical data and particle size data – usually based on an hourly schedule (this depends on the materials collected).
3.2 Sample preparation for isothermal calorimetry
PolabCal was operated in Karlstadt in an at-line mode. polabCal is ready for fully automated operation, however due to space constraints of the prototype it was not possible to hook up polabCal directly to the polab AMT. In total polabCal has been operated in Karlstadt for almost 24 months.
Clinker powders for isothermal calorimetry were produced by the polab AMT system and dispatched to a sample transfer position. From this position the samples were transferred from the polab AMT to polabCal manually. From the handover of the powder to polabCal, the complete downstream processing of the samples is fully automated, including sample dosing, water addition, mixing and transferring the capsules into the I-Cal Flex calorimeter (Calmetrix) as described by [1, 2]. All results from isothermal calorimetry are stored in a data base/LIMS system.
In Karlstadt clinker was ground to powder without sulfate addition. The lack of sulfate carrier leads to calorimetric patterns slightly different to what is expected from typical cement patterns. These changes were not critical for the evaluation of the curves. A common sample preparation procedure is prerequisite to avoid particle size effects on reactivity observations.
At Karlstadt polabCal added distilled water to 5-6 g of ground clinker to reach a water to cement ratio (W/C) of 0.5. Any possible deviation of the powder dosing to the vial is compensated by the automatic weight adaption of water dosing. The water addition is programmable to adjust for different water demand. A high shear mixer system homogenizes the paste. Each sample is transferred rapidly and fully automated into the I-Cal Flex calorimeter (Calmetrix) for measurement. The complete conditioned environment facilitated an instantaneous start of the measurement in the order of 2 minutes after water addition.
In the course of the current project the samples remained in the calorimeter for a period of 24 hours and the cumulative heat as well as power were recorded every 10 seconds. Calorimetry data is reported in power [mW/gclinker] (the power released at each time increment) and cumulative heat [J/gclinker] (heat release over time) normalized to clinker weight.
3.3 Preparation of data set
For the analyses process and quality data including reactivity data from polabCal were compiled in a single data base. For convenience data was collected during distinct periods with varying QC targets. The evaluation of the data set was conducted offline at TCCT, Munich. In future a set of software packages is supplied to manage online training of neural networks and to get decisions proposed instantaneously. As the data processing is the key message of the current study this is described in a separate chapter and directly linked to the analyses.
4 Digital data analyses applying AI and neural networks
4.1 Digital data evaluation
The current study exploited data from 6 month periods. The data consists of almost 400 calorimetric measurements and related process data and lab analyses results. To ensure comparability, time shifts between process parameters and the delayed analyses of the samples were corrected prior to data processing.
Figure 2 shows the thermal power curves of all measurements in the data set. The visual detectable spread from the graph indicates significant vari-ation in reactivity which ultimately can be tracked back to clinker properties and kiln operation. The curves include the so-called initial peak which is hardly recorded in standard isothermal calorimetry (insert in Figure 2). The initial peak appears very early after water addition to the sample. It is widely accepted, that the energy release at this point can be attributed to free lime hydration, early C3A hydration and early C3S hydration. The recording of the complete initial peak is possible as polabCal prepares the samples very fast in a temperature controlled environment. Therefore no thermal equilibration period inside the calorimeter is needed. After roughly 30 minutes the approach of the dormant period is confirmed by the end of the initial heat release. After 5 hours, the main peak is seen – this is what is usually shown in isothermal calorimetry (Figure 2, main graph).
The current study focused on the initial peak within the first 60 minutes after water addition. If isothermal calorimetry is targeted to process control, the timescales of process control and calorimetry need to overlap. Information which can be extracted after a couple of hours from the main peak may be time-wise closer to data of the physical lab, but the delay to production is considerable and any correlation to the process would be difficult even with only 5 hours offset. For this reason, long term data from the calorimetric curves were not investigated in detail.
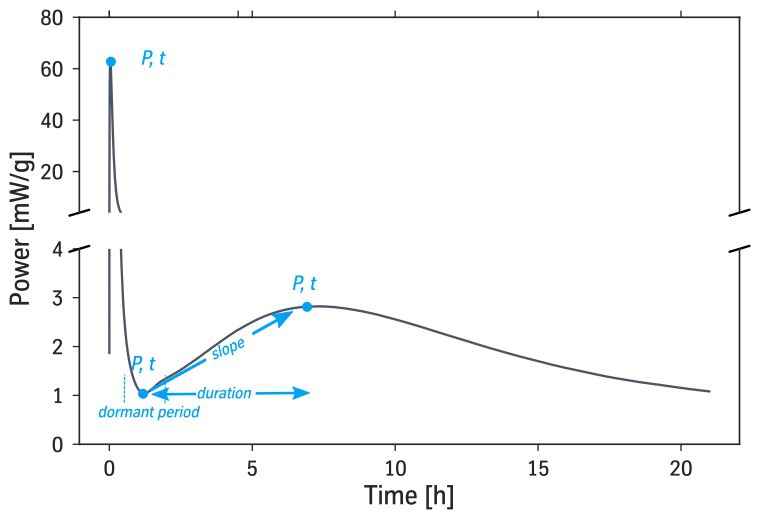
Typical curves from isothermal calorimetry record the heat release over time. The application of numeric analytical systems like AI either require (a) characteristic numerical values extracted from the curves values for numerical analyses or (b) a chemometric analysis where properties of the sample are estimated by similarity relative to adjacent samples with known characteristics. In the current study features from calorimetry were converted to numerical values (Figure 3). Figure 3 also confirms the high intensity and the sharp shape of the initial peak – all this is on a common time scale. The features extracted include e.g. the power and released heat at the first and second maximum of the thermal power curve, the slope and duration between observed minimum and second maximum. The correlation of those numbers to any other analytical result or process data is organized by the so-called time stamp given by the polab System automatically.
4.2 Correlation and cluster analysis
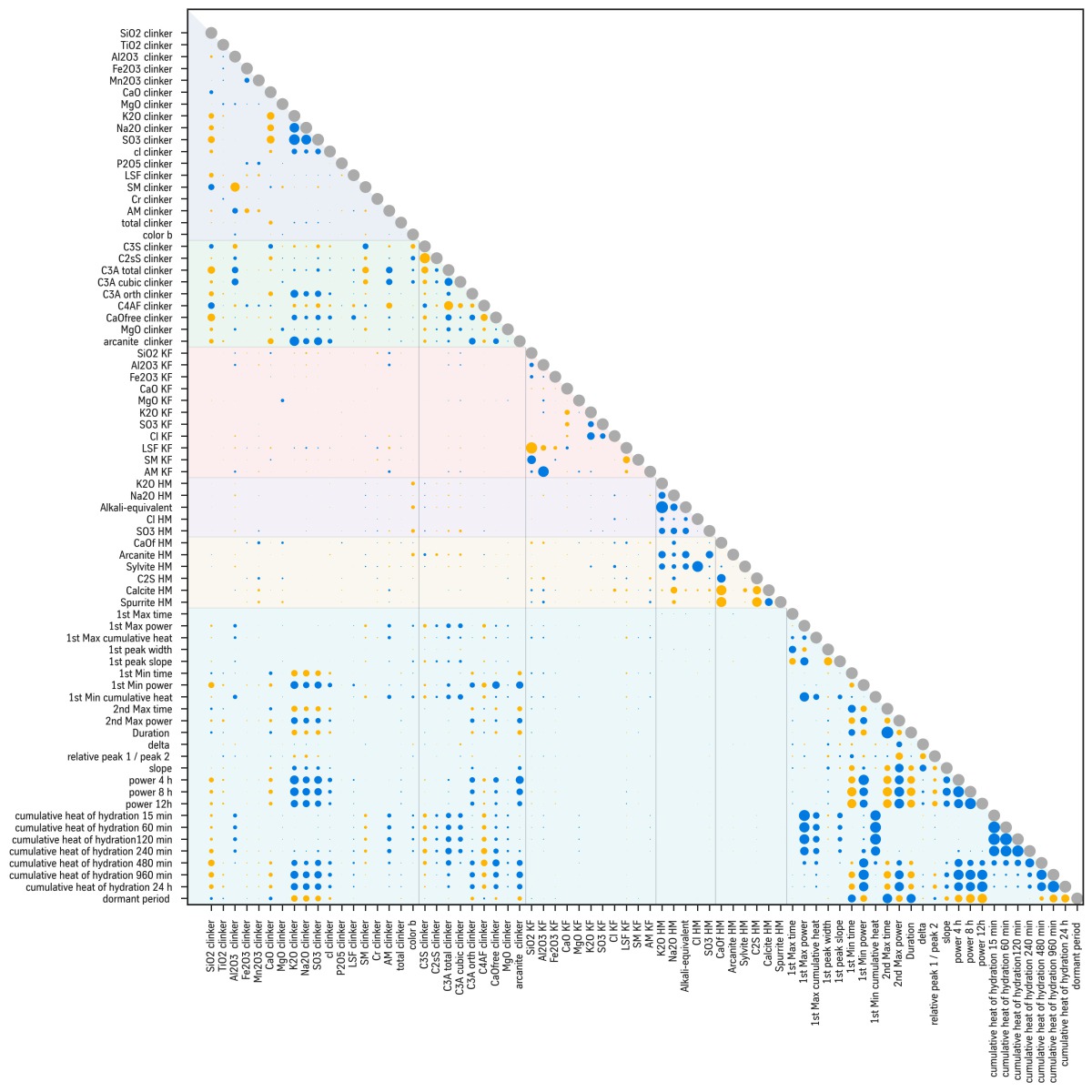
The correlations between clinker production process parameters, the chemical and mineralogical analysis parameters and the features of the calorimeter curves were found in an automatic mode by calculating Pearson correlation coefficients. The graphical representation of the results used a Hinton diagram (Figure 4, Figure 5). First, the Hinton diagram visualizes the correlation of individual parameters by showing the degree of correlation by a bubble size and second the slope of the correlation by color (blue for positive, orange for negative). The analyses clearly indicate – this is following expectations – reactivity is highly correlated with chemical and mineralogical parameters.
The complex data set was further analyzed in a cluster analysis. In cluster analyses emerging patterns of the data are grouped according shape and characteristic properties. In the current study the foci of analyses were chemical and mineralogical composition and the results were later compared to the output from calorimetric analyses.
The heterogeneous data set requires preliminary processing to normalize numerical values for analyses. All numerical values are converted to a standard zero mean value and normalized variance. The next step is the identification of principal components (PCA – principal component analyses) and a projection of the data to a lower dimensionality.
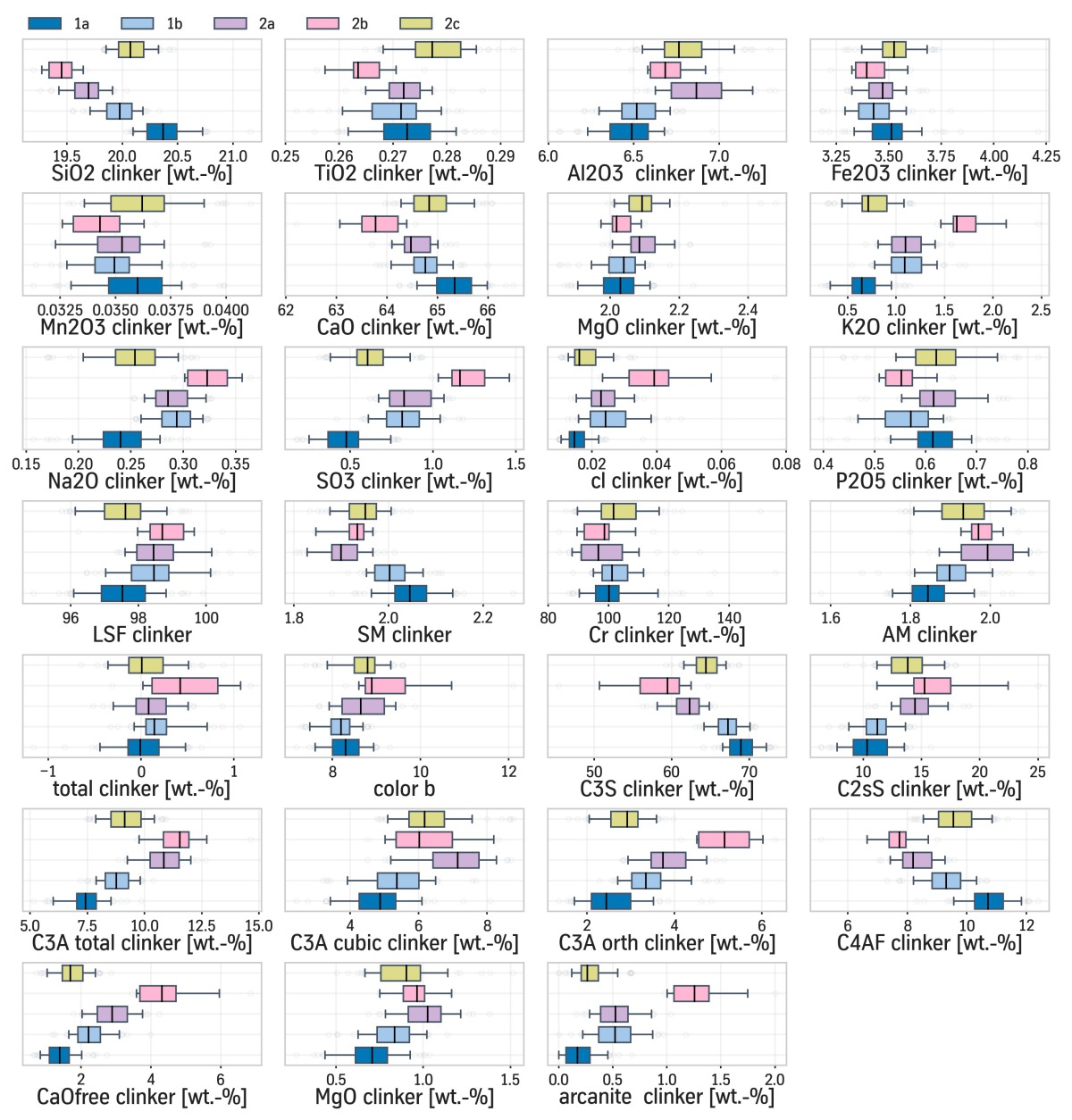
Processing the data with a clustering algorithm based on expectation maximization of a Gaussian mixture model, five (5) clusters were found sufficient to describe all samples in the data set. Each cluster represents a group of clinker with distinct properties. The numerical variation for individual parameters for each cluster can be read from Figure 6. It has to be kept in mind, that the actual data integrates parameters like raw materials, applied technology and human actions based on experience and historical values into process control. In Karlstadt minor changes in clinker mineralogy are used to differentiate so-called standard clinker (group 2) from premium clinker (group 1). Each of those is stored in separate places for cement production. By doing so, information shown in Figure 6 is at least partially biased.
The discrimination between both groups is based on mineralogical parameters (from quantitative XRD). Clinker with a C3S-content in above 65 wt-% is added to clinker group 1 while clinker with C3S-content <65 wt-% is added to clinker group 2. This definition of quality by analytical results leads to a biased categorization for clinker. Other parameters like C4AF and free lime follow. However, from cluster analyses it became apparent, that within each clinker type subgroups with common properties can be discriminated (Figure 6; subgroups: 1a, 1b, 2a, 2b, 2c). Some variations observed in Figure 6 can be directly related to biased clinker differentiation based on C3S. For instance, if clinker in group 1 is characterized by a high C3S also parameters like SiO2, Silica Modulus (SM),and CaO are on the higher side. Vice versa these samples are low in Al2O3, C3A, the alumina modulus (AM) and free lime. The oxide values clearly indicate if oxides like SiO2 rise in a normalized system, other oxides compensate by lowered content (Al2O3, C3A). Complex parameters like LSF remain close to average. The subgroup 1b of premium clinker is characterized by an increased content of potential volatile species like Cl, SO3 and the alkalis as well as alkali sulfate (arcanite) and a slightly increased free lime content. The group 2 clinker is characterized by lower C3S and increased C2S. The overall increased LSF causes incomplete digestion of calcium and increased free lime. The increased alumina content in group 2 increases C3A concentration. This interesting observation is the effect of high alumina at given Fe2O3. The C4AF content decreases. This confirms a modified Al/Fe ratio in C4AF.
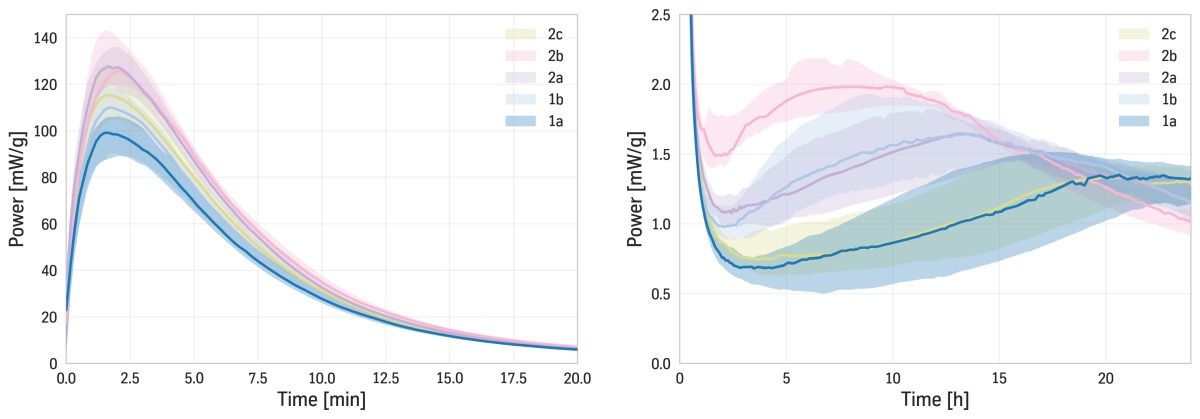
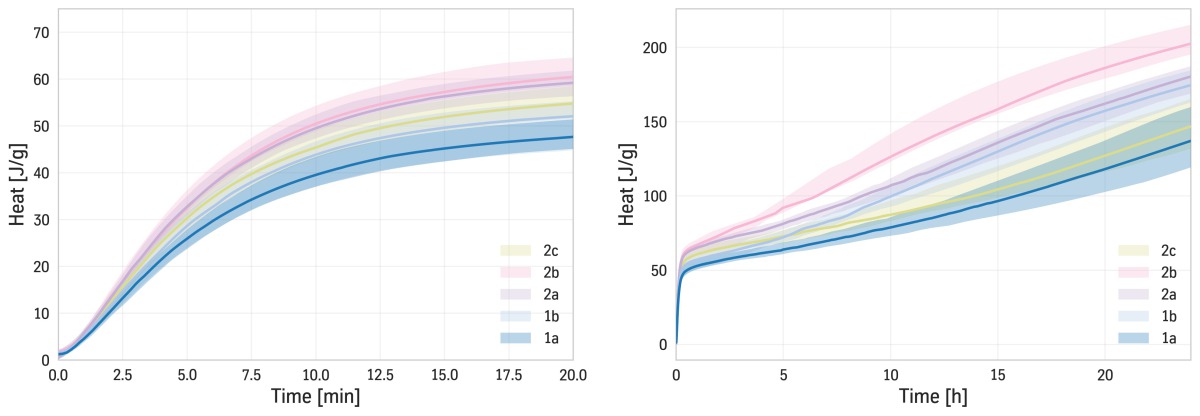
Coming back to calorimetry the main question is: do clinker types and subgroups influence the calorimetric pattern of the clinker samples and can reactivity of clinker be predicted? Figure 7 and Figure 8 show the thermal power and cumulative heat release over time. In each graph for each subgroup solid lines represent the median of the cluster and the colored band represents the range from Q1 (lower 25%) to Q3 (upper 75%). Apparently, each cluster including the subgroups exhibits a significantly different reactivity behavior within the first 30 minutes and also within the first day (Figure 2; Figure 7, Figure 8). The cluster 1a and 1b display less heat release at this early age (Figure 7). This observation can be linked to the low free lime and the low C3A content of the premium clinker (Figure 6). The high C3S-content has less effect on the initial peak. For the same reason, group 2 clinker has quite high heat flow rates within the first hour – obviously this is related to high C3A and high free lime concentrations. Both compounds react fast with a considerable heat release.
An important learning from Figure 7 and Figure 8 is the visibility of characteristic individual clusters within the first hour and within the first 20 hours. Each subgroup can be identified by a characteristic heat flow pattern in both graphs. Group 1 clinker has a rather late main peak – while the standard clinker is releasing heat early. This confirms, once characterized, identical clinker can be attributed to a certain cluster very fast. Further, once identified, from the correlation analyses all required measures to move a clinker from one to the other group can be applied by minor actions in the process. This makes it possible to perform fast and accurate control of clinker reactivity on pace with the process. Both graphs confirm, the calorimetric signal observed within 10-15 minutes after start of an isothermal calorimetry measurement already holds the complete information for the reactivity at a later stage. It would be sufficient – assuming a polabCal calorimeter is installed and a digital analysis is available – to collect the first hour of heat evolution from a sample to understand and predict clinker reactivity.
If many patterns contribute to the observations within each clinker group, the samples performing very well can be discriminated from those performing less well (for instance high vs low heat flow). Theses samples can be characterized very well and instantaneously in terms of their chemical, mineralogical composition and the process conditions during production. Once the key drivers for reactivity can be identified from the data set it becomes possible to interfere with the process by adjusting raw materials (on long scale) and fuels and additives (on short scale) to maintain the reactivity of clinker production strictly at a desired value or to modify reactivity to a certain value. This opens the field for a completely new strategy for kiln operation.
4.3 Artificial intelligence (AI) for process control
The complex relationship between process parameters and chemical and mineralogical parameters on resulting product quality make this process particularly suitable for AI based approaches. This will facilitate process control based on prediction to improve operation and maintain consistent quality from very early during the manufacturing process.
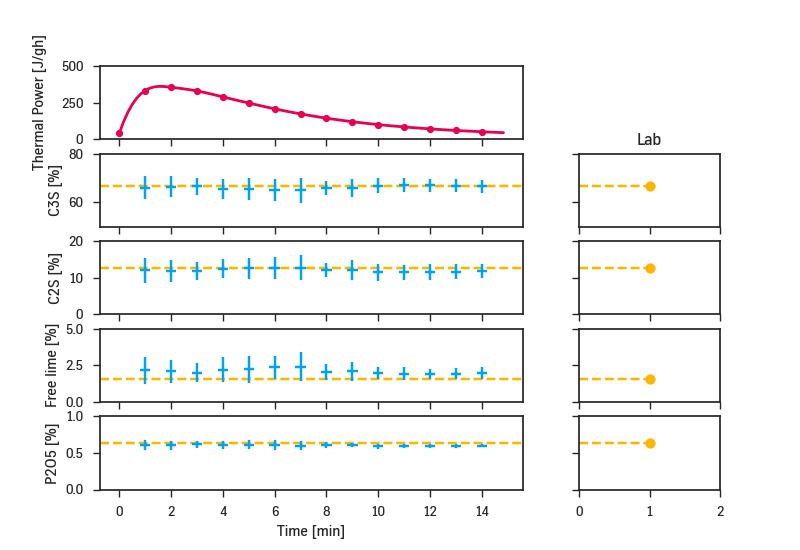
For demonstration purposes, an AI model based on artificial neural networks (ANN) has been developed which links the current process data and polabCal data. This model is able to predict clinker quality (Figure 9 and Figure 10). The process data and polabCal data from the historic dataset are preprocessed and fed into the ANN-model. In an iterative approach, the weights of the ANN are adapted using backpropagation algorithms to optimally predict product quality. In the current example clinker quality is represented by four characteristic parameters (C3S, C2S, free lime, P2O5).
After a training process, the model can be applied to unknown data, e.g. live data from the plant. This is possible as the numeric data from polabCal is continuously transferred to the ANN model. Figure 9 covers a range from 2-14 minutes after start of the analyses. The blue error bars indicate the predicted value for each parameter. The yellow line shows the result of the chemical and mineralogical analyses. Within 8 minutes the blue error bars of the data arrive at very small values, close to the line indicating the analytical result from the laboratory. Within the first 3-4 minutes of calorimetric analyses the power curve is sufficient to find the correlation of calorimetric data to process data. The predictions are accurate, however still afflicted with larger uncertainties. After 15 minutes the model based on calorimetric data accurately predicts the quality parameters from calorimeter measurement (Figure 9). On the other hand, if any deviation between the model and the actual analyses is found, the AI model starts to identify reasons for this deviation and the model will be updated to avoid reaching this situation in future. Any deviation from the targeted value would allow starting a reaction to correct back to target.
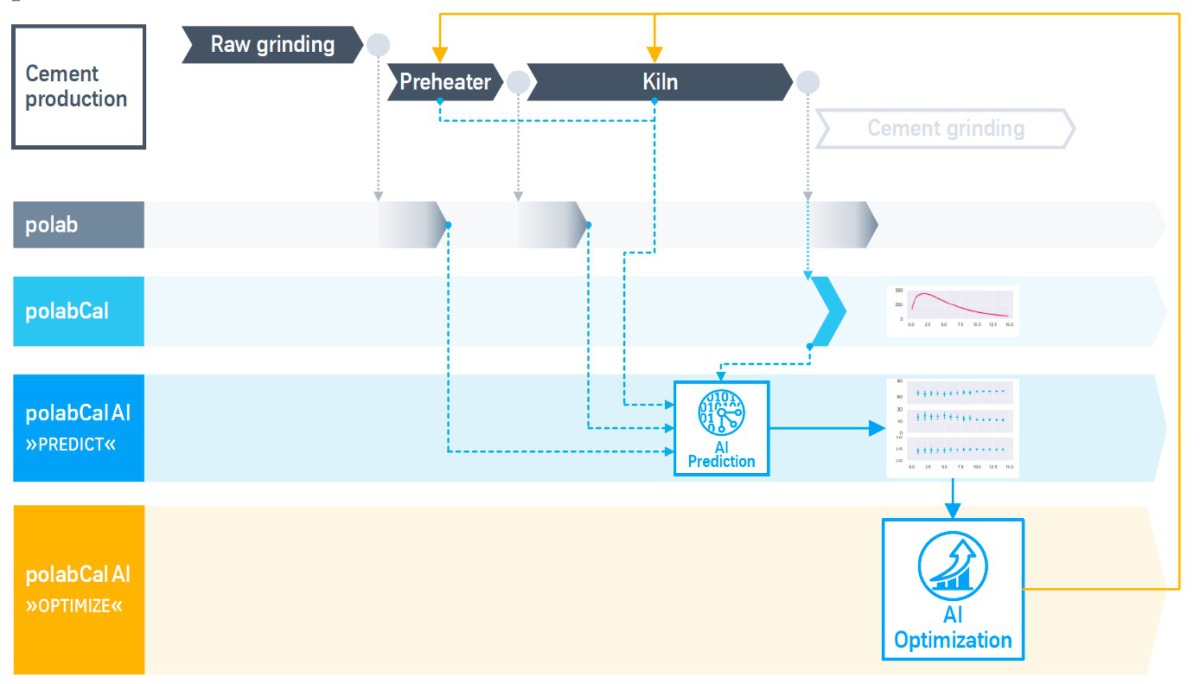
In a second step, the ANN model can be employed in combination with an optimization algorithm. The optimization algorithm finds a set of process set-points including raw material mix and fuel mix. The AI works iteratively to predict an optimum operating point and recommends changes to move clinker quality towards a targeted value. Over time this leads to a less volatile product quality (i.e. clinker reactivity). Figure 10 compile the individ-ual steps as described above.
5 Results and conclusion
This new approach by applying artificial intelligence in process control is qualitatively and quantitatively a significant progress relative to what has been done in the past. Previously any reactivity of clinker and cement had to be anticipated from chemical or mineralogical information (XRF, XRD). This can often work, but sometimes the quality assumption fails for reasons not obvious to the kiln operator or cement mill operator. polabCal serves with hard data and measured numbers to facilitate kiln production control based on clinker reactivity. The rapid reactivity measurement is the key to correlate and identify reactivity drivers during kiln operation. If other information like the cost of components and process stability and process efficiency are included in the data analyses, the kiln operation can be controlled based on economical and material properties simultaneously to a level giving benefits in both sectors.
Clinker production has to allow for new fuels and raw materials, both impacting the chemical and mineralogical composition of clinker. For instance, fuel changes modify heat profiles, the length of the flame, the total mass in volatile cycles, coating and clogging – each of them contributing to clinker chemistry and clinker reactivity and the stability of the kiln process. The pressure of economics in clinker production drives the substitution of traditional fuels with secondary fuels while maintaining clinker quality. For both aspects required reaction times are short to avoid off-spec quality. The first reliable analyses (1day compressive strength) is available only after 48 hours. This is far from the production date. This can be solved by artificial intelligence (AI), which will be a central tool to keep clinker and cement production stable. Understanding of complex process conditions and the finding of best solutions can hardly be made by humans without AI support.
Clinker production changed through the last decades from a standard sintering of raw materials mainly consisting of four oxides (CaO, SiO2, Al2O3, Fe2O3) with coal to a challenging process integrating multiple materials and fuels while maintain clinker quality. 20 years ago, it was realized that chemical analyses are not sufficient anymore. Cement producers started to verify clinker and cement quality by quantitative XRD (Rietveld-Analyses). This considerably improved the understanding of processes in kilns. However, still there are conditions in plant operation, when both XRF and XRD do not unambiguously indicate how the final product cement will perform. This time of uncertainty would be closed by automated calorimetry.
Two questions can be answered easily with a new approach based on isothermal calorimetry. Firstly, during clinker and cement production any deviation from targeted quality can be resolved and corrected almost instantaneously. Secondly in long term production planning the direct link from reactivity data to high resolution chemical and mineralogical data and process data with a time stamp and a single sample facilitate the identification of key drivers and their impact on reactivity from large data arrays. So more complex solutions can be found from the mathematical analyses. This new approach is based on two core components. An automated calorimeter polabCal which serves with rapid reactivity data and numeric data from calorimetric curves and digital expertise to first link data from all relevant sources along the kiln or the cement mill and second to analyze this data with tools from artificial intelligence (AI) and neural networks.
Artificial intelligence can process multiple signals from the plant, relate them and find economic solutions (Figure 11). With these new tools it is possible for the very first time to optimize clinkering reactions focusing to targeted clinker reactivity. Our vision of the future of cement plants is that they will to a large extent – but probably not completely – be autonomous, which will overcome biased kiln and mill operations by humans, limited by their experience and beliefs.